

HP-Flansch
Der Experte für anspruchsvolle Verbindungen
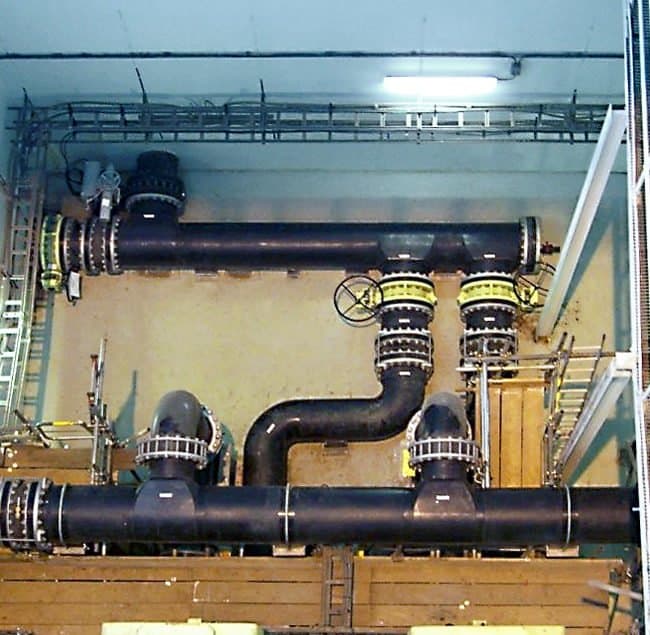
HP-Flansche von Reinert-Ritz sind High Performance Lösungen für die volle Druckbelastbarkeit einer Losflansch- Vorschweißbundverbindung. Ein spezieller PE100 Vorschweißbund und ein der Dimension angepasster Hinterlegflansch mit Losflansch-Charakter bilden eine genau aufeinander abgestimmte Einheit und sind unverlierbar miteinander verbunden.
Dabei greifen Bund und Flansch ähnlich wie Nut und Feder an ihren Verbindungsflächen formschlüssig ineinander. Die axialen Kräfte der Leitung werden über die komplette Bundfläche auf den Flansch übertragen. Diese Kombination schützt vor Verformung des PE-Bundes und macht je nach Dimensionierung Druckbelastungen bis 25 bar möglich.
Die Hinterlegflansche sind aus Stahl mit einer Kunststoffbeschichtung oder aus korrosionsfreiem, faserverstärktem Kunststoff erhältlich.




Projektberichte






Technische Daten
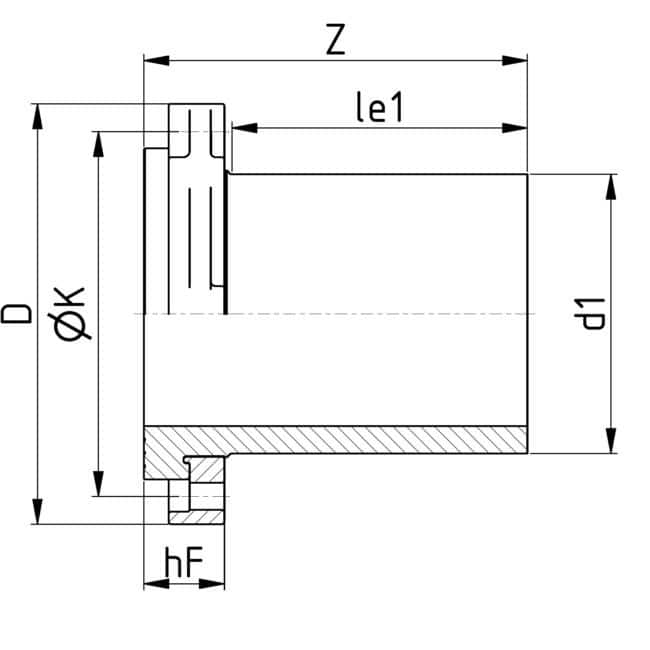

Komplettes Datenblatt
Ausschreibungstext
PE100 HP-Flansch (High Performance-Flansch)
Allgemeine Vorbemerkung
Die anzubietenden Formteile müssen als Set aus Vorschweißbund und einem der Dimension angepassten Hinterlegflansch mit Losflansch-Charakter geliefert werden. Die Vorschweißbunde müssen aus Material entsprechend der PE100+ Association hergestellt sein und hinsichtlich Dimensionen, Toleranzen und Güteanforderungen der DIN EN 12201 und DIN EN 1555 entsprechen. Die Hinterlegflansche müssen aus korrosionsfreiem, faserverstärktem Kunststoff oder aus Stahl mit Kunststoffbeschichtung nach DIN EN 10310 hergestellt sein. Der Nachweis der Herstellung auf Basis eines Qualitätssicherungssystems nach DIN EN ISO 9001 ist zu erbringen. Für alle Formteile ist ein Zeugnis nach DIN EN 10204 vom Hersteller vorzulegen. Der PE-Formteilkörper muss im Spritzgießverfahren alternativ auch bei größeren Dimensionen aus einem Stück homogenen Halbzeugs hergestellt sein. Aus Wickelstab hergestellte Halbzeuge oder andere nachträglich aufgebrachte Verstärkungen sind nicht zulässig.
Bund und Flansch müssen an ihren Verbindungsflächen formschlüssig ineinander greifen, der Flansch den Bund zusätzlich von außen noch stützen, um einer Verformung entgegenzuwirken. Dies bewirkt eine volle Druckbelastbarkeit der Flanschverbindung entsprechend der Rohrdimensionierung. Der Hinterlegflansch ist unverlierbar mit dem Vorschweißbund verbunden.
Die Verwendung einer Profildichtung wird empfohlen.
Die Spitzenden sind in langer Form auszuführen, um sowohl eine Heizelementstumpfschweißung (HS) als auch eine Heizwendelschweißung (HM) ausführen zu können.
Das Lochbild entspricht der DIN EN 1092-1 PN 10 bzw. PN 16.
Optional erhältliche Ausführungen: Auslegung nach DIN EN 1092-1 PN 25, Edelstahl-Hinterlegflansch, andere Flanschqualitäten oder Flansch-Standards (ANSI, ASME, JIS, BS, AS, NS, SABS, etc.)
Normen/Richtlinien
DIN EN 12201, DIN EN 1092-1, DVS 2207, DVS 2210, DIN EN 10204, DIN EN ISO 9001, DIN EN ISO 50001, DVGW W 400-2, DVGW GW 335
Zulassungen/Zertifikate
DVGW: DV-8606BT0423 und DV-8611BT0424
Abnahmeprüfzeugnis 3.1 nach DIN EN ISO 10204 am Halbzeug vom verarbeiteten Rohstoff mit Angabe von MFR und OIT; nur PE 100 Material gem. PE100+ Association
Hersteller zertifiziert nach ISO 9001:2015 und ISO 50001:2011
Hersteller
Reinert-Ritz GmbH oder gleichwertig
Leistungsbeschreibung
HP-Flansch bestehend aus PE 100 Vorschweißbund und unverlierbar montiertem Hinterlegflansch aus entweder korrosionsfreiem, faserverstärktem Kunststoff oder Stahl mit Kunststoffbeschichtung nach DIN EN 10310, ausgelegt für volle Druckbelastbarkeit, gebohrt nach DIN EN 1092-1, langem Anschweißende für Heizwendelschweißung (HM),
DN/OD… SDR …
DN… PN ...
Liefernachweis
Reinert-Ritz GmbH
Ernst-Heinkel-Straße 2
48531 Nordhorn
Tel.: +49 5921 8347-0
kontakt@reinert-ritz.com
www.reinert-ritz.de
Downloads
HP-Flansch Datenblatt
Flansch Programm
Einbauanleitung
RR Produktkatalog
Formteile in der Praxis


